板金溶接
インスメタルでは、YAGレーザを用いた、薄板や深く狭い領域の溶接を得意とします。 YAGレーザは、熱影響による歪みやクラックが少ないだけでなく、溶接範囲を最小限に抑える事ができます。今までの溶接前にしていた開先加工、溶接後の後加工の工程を省くことができます。
レーザ溶接の特徴
- 低歪みで
精密な溶接が可能 - 非接触で狭小な場所への
溶接が可能 - 自動化、システム化
が容易

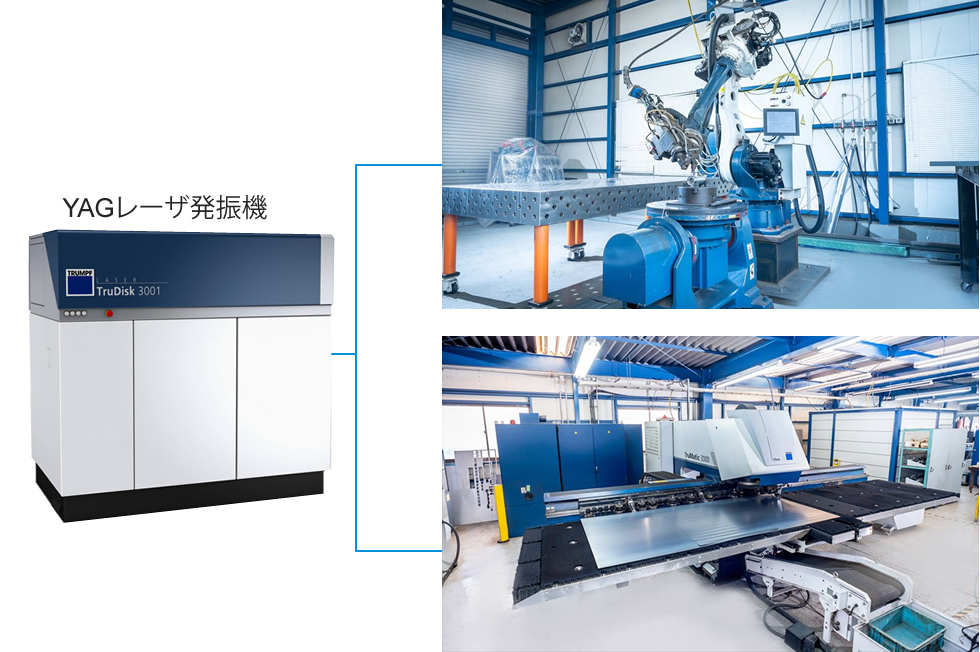
パンチ加工とYAGレーザ溶接の複合加工
トルンプ社製のパンチ/YAGレーザ複合機と溶接ロボットのネットワークシステム1台のYAGレーザ発振機より2本ファイバーケーブルによって複合機と溶接ロボットへYAGレーザを効率よく交互供給することが可能になります。
高出力・高品質のディスクYAGレーザによって小さな集光径が得られ、いままで以上の高速溶接、深溶け込み溶接が可能です。
レーザ出力:3kw
加工範囲:1270x2550(レーザ・パンチ) / 1270x2175(複合加工時)
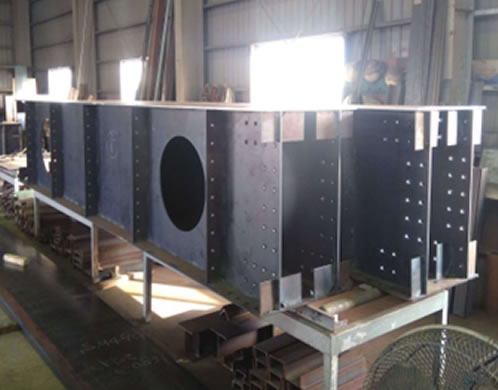
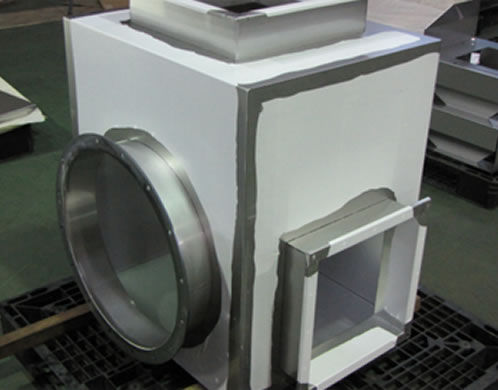
厚板にも対応した製缶溶接
分厚い金属板やステンレスに曲げや溶接を行います。 細かい部分や複雑な形状の溶接は、熟練した溶接職人による手溶接にて丁寧に対応しています。

工法転換

積層溶接
異種金属同士の板材接着が可能

T型ジョイント溶接
板材の裏側から接着可能

断面の板厚が
全く違うパーツの溶接が可能

トーチが入らない形状箇所
にも溶接可能
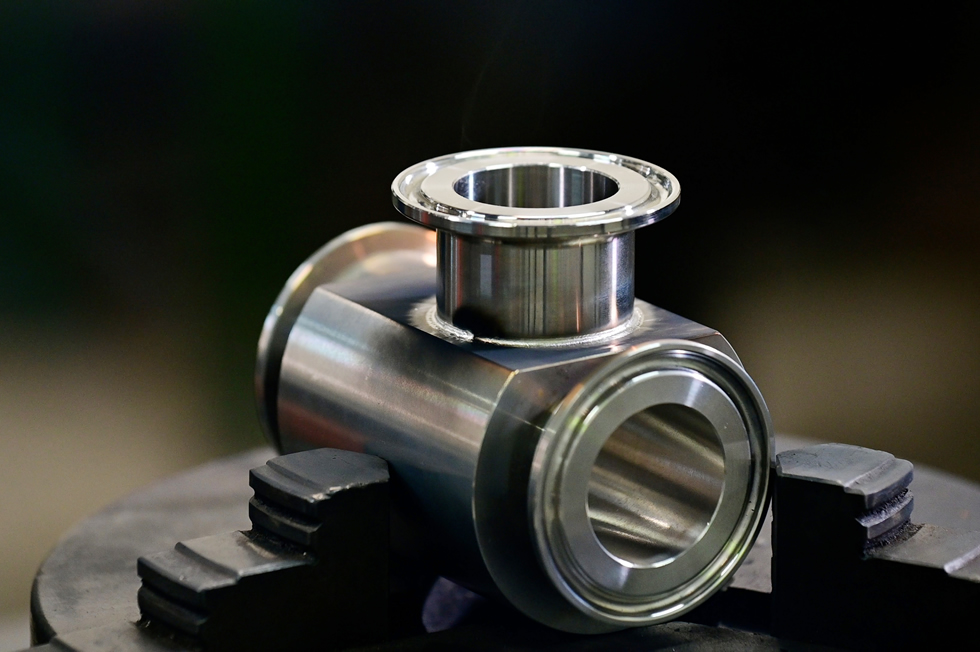
事例紹介
薄物から厚物、異材溶接まで幅広く対応可能。
レーザ溶接においては熱による変形、ひずみも少なく精度良くキレイに溶接が可能